

AngRoller Groupay isang pangunahing sangkap ng conveyor ng sinturon, na responsable sa pagsuporta sa conveyor belt at pagbabawas ng pagtakbo sa pagtakbo. Ang kalidad ng pagpupulong nito ay direktang nakakaapekto sa katatagan, buhay ng serbisyo, at pagpapatakbo ng ingay ng conveyor. Ang mga sumusunod na detalye ang mga pangunahing punto ng pagpupulong ng roller group mula sa apat na sukat: paghahanda ng pre-pagpupulong, proseso ng core ng pagpupulong, upang matiyak ang isang pamantayan at mahusay na proseso ng pagpupulong.
1. Paghahanda ng Pre-Assembly: Ilagay ang pundasyon at maiwasan ang mga panganib
Bago ang Assembly, tatlong pangunahing gawain - "materyal na inspeksyon, paghahanda ng tool, at paglilinis ng kapaligiran" - hindi makumpleto upang maiwasan ang rework o kalidad na mga panganib na dulot ng paunang pagtanggal.
1.1 Pagbilang ng Materyal at Pag -iinspeksyon ng Kalidad
● Suriin ang mga pangunahing sangkap ng pangkat ng roller nang paisa -isa: mga roller (kabilang ang mga roller na katawan, mga housings, bearings, at mga seal ng langis), bracket, shaft, fasteners (bolts, nuts, washers), atbp Tiyakin na ang dami ay tumutugma sa mga guhit, na walang nawawala o maling bahagi.
● Ang kalidad ng screening ng mga pangunahing sangkap:
◆ Roller Body: Walang mga paga, pagpapapangit, o kalawang sa ibabaw; Ang unipormeng kapal ng dingding (inspeksyon ng spot na may isang caliper ay magagamit); Ang mga housings ng tindig sa magkabilang dulo ay matatag na hinang (walang maling welding o bitak).
◆ Bearings: nababaluktot na pag -ikot nang walang jamming o hindi normal na ingay; buo na takip ng selyo (upang maiwasan ang pagpasok ng alikabok at langis); Ang mga modelo ay tumutugma sa mga guhit (hal., Malalim na mga bearings ng bola ng bola 6204, 6205).
◆ Bracket: Ang materyal ay nakakatugon sa mga kinakailangan (karamihan sa Q235 na bakal); walang burrs o pagpapapangit sa mga kasukasuan ng welding; Tumpak na posisyon ng pag -mount ng mga butas (ang diameter ng butas ay tumutugma sa mga bolts, na may isang error ≤ 0.5mm).
1.2 Paghahanda ng Materyales at pandiwang pantulong
● Mga mahahalagang tool: metalikang kuwintas na wrench (kritikal para sa pagtiyak ng bolrench ng bolt ng bolt na nakakatugon sa mga pamantayan), nababagay na wrench, hexagon socket wrench, caliper (para sa pagsukat ng mga sukat), pakiramdam ng gauge (para sa pagsukat ng mga gaps), martilyo ng goma (upang maiwasan ang pinsala sa mga sangkap mula sa matigas na pagkatok), ang mga tool sa pag -install ng pag -install (e.g., manggas, pindutin; direktang pag -knocking sa pag -ikot ng singsing ay nag -iikot).
● Mga Materyales ng Auxiliary: Grease (pagtutugma ng mga bearings, tulad ng Lithium-based Grease No. 2, na ginamit para sa pagdadala ng pagpapadulas), kalawang na inhibitor (na-spray sa mga welding joints ng mga bracket pagkatapos ng pagpupulong), paglilinis ng tela (para sa pagpahid ng mga mantsa ng langis at alikabok sa mga sangkap).
1.3 Mga Kinakailangan sa Kapaligiran sa Assembly
● Ang site ay dapat na patag at tuyo, pag -iwas sa mga kahalumigmigan na kapaligiran (upang maiwasan ang mga sangkap na rusting) at maalikabok na mga kapaligiran (upang maiwasan ang pagpasok ng mga bearings).
● Maglagay ng mga proteksiyon na pad (hal., Goma pad, kahoy na board) upang maiwasan ang mga gasgas sa katawan ng roller na sanhi ng direktang pakikipag -ugnay sa lupa.
2. Proseso ng Core Assembly: Magpatakbo sa pagkakasunud -sunod at matiyak ang katumpakan
Ang pagpupulong ngRoller Groupdapat sundin ang pagkakasunud -sunod ng "Unang magtipon ng yunit ng roller → pagkatapos ay tipunin ang bracket → sa wakas ayusin at i -verify". Ang katumpakan ay dapat kontrolin sa bawat hakbang upang maiwasan ang sangkap na maling pag -aalsa.
Hakbang 1: Assembly ng Roller Unit (ang core ng core)
Ang yunit ng roller ay ang "yunit ng pagpapatupad" ng pangkat ng roller, na binubuo ng roller body, bearings, shaft, at oil seal. Sa panahon ng pagpupulong, tumuon sa pagtiyak ng "nababaluktot na mga bearings at maaasahang sealing".
1.1 Assembly of Bearings at Bearing Housings
Una, mag -apply ng isang maliit na halaga ng grasa sa panloob na dingding ng pabahay ng tindig (ang isang manipis na layer na sumasakop sa panloob na dingding ay sapat; ang labis na grasa ay maaaring maging sanhi ng pag -init ng tindig).
● Gumamit ng isang pindutin upang maayos na pindutin ang tindig sa tindig na pabahay (ang punto ng aplikasyon ng puwersa ay nasa tindig na panlabas na singsing; ang pagpindot sa panloob na singsing ay ipinagbabawal). Tiyakin na walang agwat sa pagitan ng tindig at ang pabahay ng tindig (inspeksyon na may isang pakiramdam ng feeler ay magagamit, na may isang puwang ≤ 0.05mm).
● I-install ang selyo ng langis: I-embed ang selyo ng langis (karamihan sa dobleng selyo ng langis) sa uka ng pabahay ng tindig. Tiyakin na ang selyo ng langis ay mahigpit na nakakabit sa tindig na panlabas na singsing nang walang paglihis (upang maiwasan ang pagtagas ng grasa o pagpasok ng alikabok sa panahon ng operasyon).
1.2 Assembly ng shaft at roller body
● Ipasa ang baras (na may makinis na ibabaw at walang mga burrs) sa pamamagitan ng pagdadala ng panloob na singsing sa isang dulo ng katawan ng roller, at malumanay na itulak ito sa tindig na panloob na singsing sa kabilang dulo. Tiyakin na ang baras ay ganap na nakadikit sa tindig na panloob na singsing (walang kalungkutan).
● Pag -ikot ng pagsubok ng roller body: paikutin ang roller body sa pamamagitan ng kamay; Dapat itong paikutin nang may kakayahang umangkop nang walang jamming o abnormal na ingay, at ang pag -ikot ng pagkawalang -kilos ay dapat na pantay (walang "stuttering feeling"). Kung mayroong jamming, i -disassemble at suriin kung ang tindig ay naka -install nang baligtad o kung may mga impurities.
Hakbang 2: Assembly ng roller unit at bracket
Ang bracket ay ang "suporta frame" ng pangkat ng roller. Kinakailangan upang matiyak ang tumpak na posisyon ng yunit ng roller sa bracket upang maiwasan ang paglihis ng conveyor belt.
2.1 Pagpoposisyon ng yunit ng roller
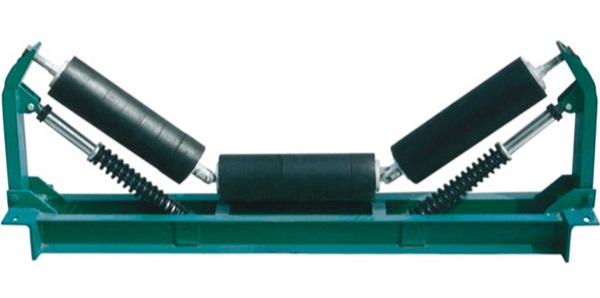
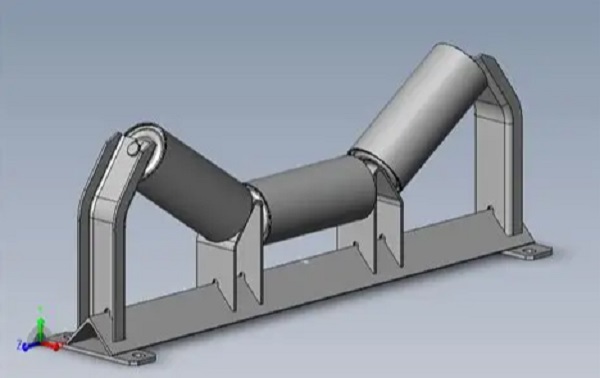
● Ayon sa mga kinakailangan ng mga guhit, ilagay ang mga natipon na yunit ng roller (isang solong pangkat ng roller ay karaniwang naglalaman ng 2-5 mga yunit ng roller; halimbawa, ang isang "parallel roller group" ay naglalaman ng 3 yunit, at isang "trough roller group" ay naglalaman ng 2 side roller + 1 middle roller) sa mounting grooves ng bracket.
● Ang espesyal na pansin ay dapat bayaran sa pangkat ng roller ng trough: ang anggulo sa pagitan ng mga gilid ng roller at ang gitnang roller (karaniwang 30 °, 35 °, 45 °, ayon sa mga kinakailangan sa pagguhit) ay dapat masukat sa isang pinuno ng anggulo, na may isang error ≤ 1 ° (anggulo ng anggulo ay magiging sanhi ng hindi pantay na puwersa sa conveyor belt, madaling humahantong sa paglihis).
2.2 Pag -aayos ng Bolt
● Ipasa ang mga bolts sa pamamagitan ng mga mounting hole ng bracket at ang tindig na mga butas ng pabahay ng yunit ng roller, ilagay sa mga tagapaghugas ng basura (flat washer + spring washer upang maiwasan ang pag -loosening), at unang higpitan ang mga mani sa pamamagitan ng kamay.
● Gumamit ng isang metalikang kuwintas upang higpitan ang mga bolts ayon sa metalikang kuwintas na tinukoy sa mga guhit (hal., Ang metalikang kuwintas para sa M10 bolts ay karaniwang 25-30N · m, at para sa M8 bolts ay 15-20N · m). Ang labis na metalikang kuwintas (na maaaring maging sanhi ng pagbagsak ng bolt) o hindi sapat na metalikang kuwintas (na maaaring maging sanhi ng pag -loosening sa panahon ng operasyon) ay ipinagbabawal.
● Pag -iingat ng pagkakasunud -sunod: masikip ang simetriko (hal., 4 na bolts ay dapat na masikip sa isang "pagkakasunud -sunod ng dayagonal" upang maiwasan ang pagpapapangit ng bracket).
Hakbang 3: Pangkalahatang pag -verify at pagsasaayos
Pagkatapos ng pagpupulong, magsagawa ng isang pangkalahatang inspeksyon upang iwasto ang mga paglihis sa isang napapanahong paraan:
● Gumamit ng isang antas upang makita ang ilalim na ibabaw ng bracket: tiyakin na ang bracket ay pahalang (pahalang na paglihis ≤ 0.5mm/m). Kung ito ay hilig, ayusin ang mga gasket (ilagay ang mga gasket sa ilalim ng bracket; sapilitang baluktot ng bracket ay ipinagbabawal).
● Suriin ang paralelismo ng mga yunit ng roller: ang mga gilid ng roller ng labanganRoller Groupdapat na ipinamamahagi ng simetriko sa magkabilang panig ng gitnang roller, na may isang paralelismo na error ≤ 0.3mm/m (pagtuklas ng pamamaraan ng lubid na paghila: hilahin ang isang tuwid na linya sa magkabilang dulo ng mga roller at sukatin ang pagkakaiba ng distansya sa pagitan ng mga roller at tuwid na linya).
● Paikutin muli ang lahat ng mga roller: Tiyakin na ang lahat ng mga roller ay umiikot nang walang "indibidwal na jamming". Kung mayroong jamming, i -disassemble at suriin ang pagpupulong ng mga bearings o shaft.











